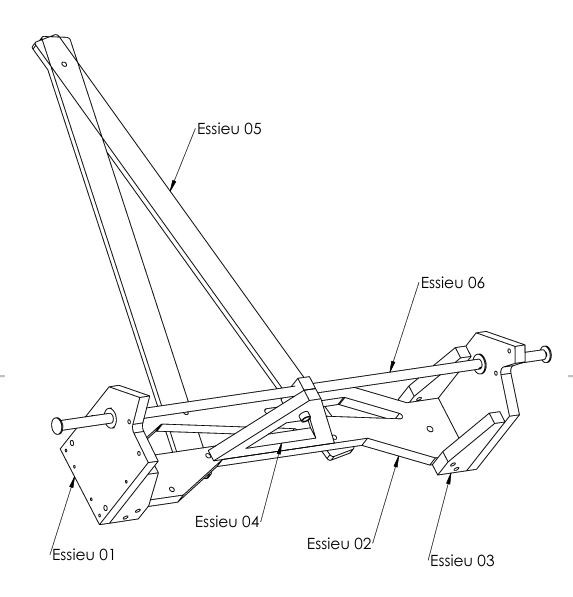
L’essieu du moskitOS prend place entre les deux roues arrières et est relié au reste du châssis par les bras. Un ancrage pour la direction permet aussi de transmettre la force appliquée sur les leviers de direction et incliner le moskitOS. Il est formé de deux pièces latérales « Essieu 01 » supportant les axes de roue et les étriers de frein, et reliées entre elles par les pièce « Essieu 02 » et l’axe d15 « Essieu 06 ». Diverses autres pièces servent à la liaison aux bras, à la rigidification de l’ensemble et à la fixation des roues. Un grand merci à toutes les personnes ayant contribué à ce guide ❤️
En cas de besoin les plans du moskitOS sont ici ;)
L’équipe moskitOS décline toute responsabilité en cas d’accident. Ce contenu est fourni sous licence CERNH-OHL-W.
Pour assembler l'essieu vous aurez besoin de toutes les pièces découpées (achat d'un kit CNC ou découpe à la main)
Adaptation des « Essieu 01 » aux étriers de frein
Positionner l’étrier muni d’une patte R160-F180 (pour disque de frein d160) au dessus de ses trous de fixation. Attention au sens : sa mâchoire doit être au-dessus de sa patte de fixation et regarder droit vers l’axe :

Tracer sur le bois le pourtour de l’étrier à retirer pour qu’il puisse être en appui propre sur le bois

Scier (scie sauteuse avec lame de contournage idéalement) et limer la partie à découper et vérifier que l’étrier peut être placé sans gêne. Retoucher si nécessaire. Il doit pouvoir bouger librement une fois ses deux vis de réglage (celles qui ne passent pas à travers le bois) déserrées :

Répéter les opérations pour la 2e pièce. Bien vérifier le sens de l’étrier sinon il faudra refaire la pièce...
Perçage des pièces « Essieu 06 »
L’ensemble « Essieu 06 » est composé de différentes pièces dont l’axe arrière inox d15 d’environ 1m de long, et de deux tubes d10 taraudés M8 à une extrémité permettant de maintenir les roues (voir plan). Tous ces tubes sont percés afin de faire passer les goupilles beta.
L’inox étant un métal relativement mou, son perçage est complexe et une perceuse à colonne est quasiment indispensable :
Tracer l’emplacement des perçages selon le plan avec une pointe ou une lame de cutter
Enfoncer le métal à l’emplacement du perçage l’aide d’un pointeau si disponible. Cet enfoncement permettra de guider la mèche et d’éviter qu’elle ne se déplace à la surface du tube
Mettre une goutte d’huile de coupe si disponible (ou autre huile fluide dans le cas contraire) afin de refroidir la zone de perçage et éviter de recuire et durcir le métal avec l’échauffement du perçage
Percer la première parois du tube
Vérifier que le tube n’a pas tourné et que la mèche passe bien par l’axe du tube (trous centrés)
Redéposer une goutte d’huile au bout de la mèche et percer la seconde paroi du tube en faisant descendre la mèche à travers le premier trou
Répéter ces opérations pour les différents tubes
Bravo ! Vous savez percer un tube métallique comme un.e pro !
Taraudage des pièces « Essieu 06 »
IMPORTANT : avant de couper les petits tubes "Essieu 06", couper les biellettes (voir plan biellettes) et faire les pièces 06 avec les chutes restantes.
Tarauder permet de créer un filet à l’intérieur d’un trou afin de pouvoir y visser une vis. Un jeu de tarauds manuels se compose en général de 3 tarauds dont deux d’ébauche (1 et 2 traits) et un de finition (aucun trait). Il est aussi possible de tarauder avec un unique taraud de finition mais ce n’est pas idéal (plus dur, plus risqué, plus d’usure, moins résistant, etc.).

Un jeu de tarauds
Les tarauds s’utilisent avec un « tourne à gauche » qui permet de les tenir. L’utilisation d’huile est indispensable, une huile de chaîne fluide peut être utilisée en l’absence d’huile de coupe spécifique. Pour un taraudage M8 le pré-perçage doit normalement fait 6,8 mm de diamètre mais 7,0 mm est acceptable dans notre cas (faible effort).

Un Tourne à gauche
Placer la pièce à tarauder dans un étau
Vérifier que son trou fait bien environ 6,8 mm de diamètre (mesurer au pied à coulisse ou sinon une mèche de 6,5 mm doit passer mais pas une de 7,5)
Monter le taraud d’ébauche I dans le tourne à gauche
Déposer une goutte d’huile sur l’avant du taraud
Placer le taraud à l’entrée du trou, aligné au mieux avec son axe
Actionner le tourne à gauche dans le sens du vissage (sens horaire vu depuis l’arrière du taraud) et appuyant légèrement dessus, toujours aligné dans l’axe du trou. Il doit s’enfoncer lentement
Après environ 10 tours, le ressortir afin de retirer les copeaux de métal. Remettre une goutte d’huile
Répéter ces opération jusqu’à avoir atteint la profondeur indiquée sur le plan
Répéter avec le taraud d’ébauche II, puis avec le taraud de finition
Vérifier que votre taraudage est fonctionnel en y vissant une vis
Bravo ! Vous savez tarauder une pièce métallique comme un.e pro ! N’oubliez pas le second tube ;)












